Wymiar nominalny, odchyłki i tolerancja wymiaru
Stronę tą wyświetlono już: 61289 razy
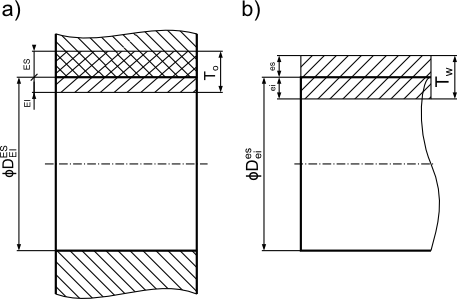
Wykonanie dwóch części w procesie produkcyjnym, których uzyskane wymiary byłyby takie same jest fizycznie nie możliwe. Wpływ na to ma wiele czynników, do których należy dokładność obrabiarki, zużycie narzędzia a także sam materiał skrawany. Z tego względu wprowadza się pojęcie wymiaru nominalnego D, który jest ogólnym wymiarem docelowym oraz odchyłek tego wymiaru: dolnej i górnej. Przyjęło się oznaczać dla wymiarów zewnętrznych oznaczenie odchyłki dolnej przez ei zaś odchyłki górnej przez es, natomiast dla wymiarów wewnętrznych (otworów) stosuje się dla odchyłki dolnej oznaczenie EI zaś dla górnej ES. Wymiar dolny A jest równy D+ei lub D+EI, natomiast górny B wynosi D+es lub D+ES (w zależności od rodzaju wymiaru).
Tolerancja T danego wymiaru jest równa różnicy odchyłek es-ei lub ES-EI. Można również obliczyć ją znając wymiary graniczne poprzez odjęcie wymiaru B-A. Tolerancja określa dozwolony przedział odchyłek wymiaru.
W rysunku technicznym często pomija się tolerancje, jeżeli jej wartości odpowiadają tolerancji warsztatowej opisanej w poniższej tabelce dla wymiarów mieszanych, wewnętrznych i zewnętrznych z różnych przedziałów wartości.
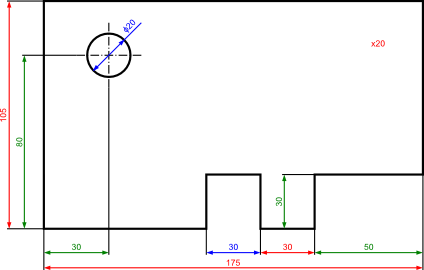
Wymiary zostały w powyższej tabelce podzielone na wewnętrzne, mieszane i zewnętrzne. Przykłady wszystkich trzech typów wymiarów można zobaczyć na rysunku 2.
Poza wymienionymi tolerancjami warsztatowymi domyślnymi można oczywiście stosować niestandardowe własne odchyłki lub zastosować tolerancje znormalizowane, o których będzie jeszcze mowa.